18857131211

当前位置:首页 > 产品中心 > RoHS2.0检测仪 > 气质联用仪GCMS3200 > GCMS3200气质联用仪RoHS2.0检测仪


相关文章
Related Articles详细介绍
| 品牌 | 其他品牌 | 产地类别 | 国产 |
|---|---|---|---|
| 色谱类型 | 其他 | 价格区间 | 面议 |
| 仪器种类 | 单四极杆质谱 | 应用领域 | 化工,电子,综合 |
GC-MS 3200 是我公司自主研发的新一代国产商业化台式气相色谱(四极)质谱联用仪。气相色谱和质谱的联用,可以将色谱的高效分离能力和质谱的强检测能力相结合,达到对有机物的准确定性和定量的分析要求。
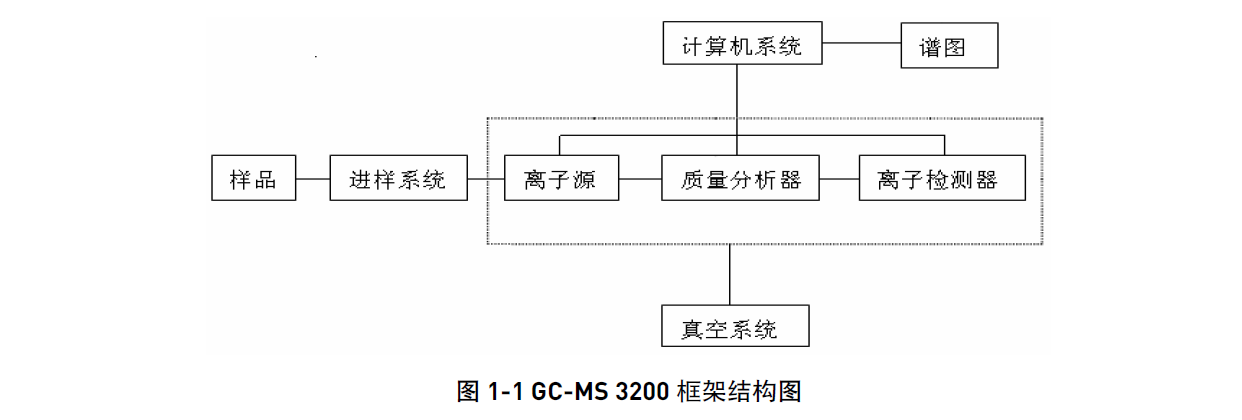
GC-MS 3200 气相色谱质谱联用仪主要由气相色谱部分(即进样系统)和质谱部分组成, 其框架结构如下:
质谱仪有别于气相色谱的其他检测器,它具有很强的定性及定量能力。质谱仪有全扫描和选择离子扫描两种扫描方式,全扫描方式可以提供化合物完整的质谱图。通过多达十几万张的标准谱库检索,同时与保留时间结合能够很方便地实现精确定性和分子结构式的判定。而选择离子检测功能可以实现对分析物的特定离子进行检测,很大程度的提高了对分析物的灵敏度,能够实现痕量物质的定量。同时质谱仪有的 MC 和 RIC 功能还可以进行峰纯度的判断,排除了共流出物和未分离峰对目标峰的干扰,比常规气相色谱仪的任一检测器具有更大的优势。
该仪器已被广泛应用于石油化工、环境保护、公安刑侦、医药卫生及食品安全等领域中,对气体、挥发性的液体和半挥发的样品都能够进行很好的定性定量,目前已经作为实验室中的常规检测仪器大面积普及。
气质联用仪RoHS2.0检测仪规格参数:
产品咨询
联系我们
新典仪器(杭州)有限公司 公司地址:杭州市滨江区长河街道聚才路105号1号楼301室 技术支持:化工仪器网扫一扫 更多精彩

网站二维码

网站二维码
 欢迎来到
欢迎来到